- ���g(sh��)����
�F(xi��n)��ú������(du��)�y�T�a(ch��n)Ʒ�ļ��g(sh��)Ҫ��
2017-11-24 14:24:13 ��(l��i)Դ��
�F(xi��n)��ú������(du��)�y�T�a(ch��n)Ʒ�ļ��g(sh��)Ҫ��
�y�T����Ҫ��
����ֱ��Һ��Ҳ�мӚ�Һ�����ڼӚ��^(gu��)���У����y�T���ܵ������P(gu��n)�O(sh��)��̎�ڸߜظ߉�����У���p������һ��(g��)�ܴ�Ć�(w��n)�}���ߜظ߉����c�乲��r(sh��)�ĸ��gҲ�܇�(y��n)�ء�����?y��n)���ˣ��鿹�ߜ���ĸ��gͨ���y�T���ϕ�(hu��)�x�ÊW���w���P䓡��@�����п��ܳ��F(xi��n)���P䓵Ě�ࡢ�W���w���P䓵����(y��ng)�����g�_(k��i)�Ѽ��Ѻ��Ӛ����x�F(xi��n)��ȓp��������߀��Cr-Mo 䓵Ļػ�����ƉĵĆ�(w��n)�}�����ң������д��ڵİ�����ȸ��g���|(zh��)��������ēp����Ҳ�DZ�횼������ؿ��]�ġ�����úֱ��Һ������(y��ng)������ú�{�Ĵ��ڣ�ú�{��(du��)�y�T���ܵ����O(sh��)����ϵ�ĥ�p��(w��n)�}���Ҫ�M(j��n)�п��]�����Ҫ�����������y�T�IJ���Ҫ���з���ʹ��Ҫ��ľC�����ܡ����w��(l��i)�f(shu��)����(y��ng)ԓ���У�
����( 1) �����������σ�(n��i)�|(zh��)���Ե������ԡ������Ժ;��|(zh��)������Ҫ��(y��u)Խ���@��(du��)�ں�( ������) 䓲��Ȟ���Ҫ��
����( 2) Ҫ�߂�M���O(sh��)Ӌ(j��)Ҏ(gu��)��Ҫ��Ļ��W(xu��)�ɷ֡��Ҝغߜ����W(xu��)���ܵ�Ҫ��
����( 3) Ҫ�����܉��ڿ��̭h(hu��n)�����L(zh��ng)��ʹ�õĿ��h(hu��n)������ܡ�
�������y�T�И�(bi��o)�ļ��Ќ�(du��)���y�T�����ܶ������_��Ҫ��(du��)������y�T��һ���(hu��)ͨ�^(gu��)��(du��)呼������ȡ������ȵ�Ҫ��(l��i)��(sh��)�F(xi��n)�������ܶȵ�Ҫ���ǣ���(du��)���T���y�T��ֻ�������P(gu��n)�ļ��g(sh��)�ļ��У��ᵽ��(y��ng)ʹ�T���w���ܶȾ��������T���Ŀs���c�s�ɣ�����Ҋ(ji��n)������ָ��(bi��o)���䌍(sh��)ǡǡ���T���y�T��������?y��n)�?du��)�T�칤ˇ���|(zh��)�����Ʋ�ͬ������y�T�T�����|(zh��)����e�ܴ���ҪӰ������У����Ͳ��ϵ��x��ͬ����ð�ڵ��O(sh��)�ò�ͬ�����Fλ���c��(sh��)�����x��ͬ���������IJ���Լ���s�r(sh��)�g�IJ�ͬ�ȣ�����(hu��)��(d��o)�������ܶȡ����|(zh��)�����ܲ�e�ܴ��m(x��)�ğ�̎����ˇҲ���y�T�|(zh��)�����C�ķdz��P(gu��n)�I�IJ��E֮һ����̎���t�Ĝؿء��T���ڟ�̎���t�еĴa�š����ؕr(sh��)�g����s��ʽ�c�ٶȵ����ض���(hu��)Ӱ�*�K�y�T�T���ęC(j��)е���ܡ�
�y�T��ˇҪ��
����úֱ��Һ�����мӚ��b�øߜء��߉����R������ԣ�����ú�������gĥ�p���r��������c(di��n)����ˣ�ԭ���ϵā�(l��i)Դ�dz��P(gu��n)�I��Ŀǰ��߀�](m��i)���ҵ�һ��(g��)��֮��Ч�ķ�����(l��i)����ԭ���ϵ��x�ã�һ���(l��i)�v����(du��)�y�T���|(zh��)�ijɷ��������к�Ԫ�غ�������S��P��O��N ����̼��(d��ng)���ȣ��������(y��ng)�����_��ָ��(bi��o)Ҫ���mȻ�@�NҪ���������ڲ��ϵĻ�����ͨҪ���ǣ���(du��)��*�K�a(ch��n)Ʒ�|(zh��)�����H���@Щ�ɷ�ָ��(bi��o)߀�Dz���ģ���?y��n)�Ӱ�ԭ���ϙC(j��)е���ܵ���Ԫ���h(yu��n)��ֹ�@Щ����(y��n)����v���҂���Ҫ��H�nj�(du��)��Ҋ(ji��n)��Σ�����ϙC(j��)е���ܵ���Ԫ�����Կ��ƣ����](m��i)��Ҳ��������ȫ�����п��ܳ��F(xi��n)�Č�(du��)���ٲ��ϙC(j��)е�����к�Ԫ�سɷ�ȫ���_�г���(l��i)����ˣ��T��S��(y��ng)ԓ��(y��n)�����ԭ�ρ�(l��i)Դ����(du��)�����ӹ���ԭ�ϲ��H��(y��ng)ԓ�M(j��n)���۟���߀��(y��ng)ԓ�M(j��n)һ���M(j��n)�о������e�Ǽӏ�(qi��ng)�tǰ���ƣ�ֻ���@�Ӳ��п��ܱ��C�T���|(zh��)����
�ڱ��Cԭ�����|(zh��)����ǰ���£�ᘌ�(du��)ԓ��b��߀��һЩ�����Ҫ��
����(1) ��(du��)�ڬF(xi��n)��ú�����b�õ��T���y�T���ܲ��þ����T�칤ˇ����?y��n)�úҺ�����ǼӚ��ѻ���ˇ�����ښ���ӌ?du��)���ٲ�������Ĵ��ԣ��������T�����(l��i)���T�����^���ɣ�������Ҳ�^���ˣ���(du��)���R�乤�r�ߜظ߉����r�����m�˲��þ����T�칤ˇȡ���y�T�T����
����(2) �W���w���P�Ҫ�M(j��n)�й��ܻ���̎��( ���ܻ���̎��ضȞ�1050 ± 10��) ����(du��)��321 ��347���ϣ�߀��(y��ng)�M(j��n)�з�(w��n)������̎��( ��(w��n)�����ضȞ�900± 10��)��
����(3) ��̎���t����(y��ng)����ȼú�ӟ�t����(y��ng)����늼ӟ�t��������Ȼ��ӟ�t���T���ڼӟ�t��(n��i)�a�ő�(y��ng)���ڠt��(n��i)����ѭ�h(hu��n)������ú�ӟ�t��(hu��)�Ӵ�t�w����λ�Ĝز��ˣ����ܲ���ȼú�ӟ�t��
����(4) �T��ԇ�����xȡ��(y��ng)��(li��n)�wԇ����“���w”ԇ���o(w��)Փ�ǝ��T�^(gu��)��߀�ǟ�̎���^(gu��)�̶��o(w��)�����������T�����������ԣ��c�T�����팍(sh��)�H�ęC(j��)е���ܴ����^����`���ˣ����ܲ���“���w”ԇ���z�(y��n)��
����(5) �����y�T��회�(du��)�T���M(j��n)���侀�z�飬�z��ķ��������y�w���ܷ�Ԫ�����y�w���T䓼��������^(gu��)�����a(ch��n)��ȱ�ݣ����䌦(du��)���T䓼����P(gu��n)�I��λ����(y��ng)�����Ѕ^(q��)�Љ����������IJ�λ�ȣ���(y��ng)�e�����P(gu��n)ע����(du��)��̼䓡��Ͻ���T���y�T����(y��ng)����M(j��n)�дŷۻ�Һ�w�B�z�顣�z�鷶���� �y�w���y�w���ܷ�Ԫ��������漰���|���ă�(n��i)������y�U����(du��)�ڲ��P��T���y�T����(y��ng)����M(j��n)��Һ�w�B�z�顣�z�鷶���� �y�w���y�w���ܷ��������漰���|���ă�(n��i)������y�U��
����(6) ÿ��(g��)�Љ��T���������a(b��)����e���͑�(y��ng)�����^(gu��)�T���ı���e��10%��ÿ��(g��)�Љ��T�����ش��a(b��)����(sh��)����DN50��DN100 �����^(gu��)1��(g��)��DN150 ��DN250 �����^(gu��)2 ��(g��)��DN300 ��DN350 �����^(gu��)3 ��(g��)��
���������T��ȱ�ݵ��a(b��)����(y��ng)��*�K��̎��֮ǰ�M(j��n)�У���(d��ng)���侀̽���r(sh��)�l(f��)�F(xi��n)��ȱ�ݣ��Ҍ��ڿ��a(b��)���ޏ�(f��)�ģ����S�M(j��n)��1 ���a(b��)�����a(b��)����(y��ng)������Ƭ�z�(y��n)���z�(y��n)�ϸ��ԓ�T����������M(j��n)�П�̎�����a(b��)����(y��ng)�߂亸��Ҏ(gu��)�̼���ˇ�b���C��(sh��)�������ٵ����������W(xu��)���ܼ����g�Ծ���(y��ng)�cĸ�w���ٽӽ��������܉��M����ȱ��*�K��̎��֮�������Sͨ�^(gu��)���a(b��)�M(j��n)��������
Ҫ�����܉��ڿ��̭h(hu��n)�����L(zh��ng)��ʹ�õĿ��h(hu��n)�������
������(du��)�ڲ����ڸߜظ߉���h(hu��n)���µ��y�T���ڲ�����B(t��i)�£��y�T��(n��i)���Е�(hu��)����һ�����Ě䡣��ͣ�����^(gu��)���У�����s�ٶ�̫�죬ʹ�����Ě��(l��i)�����U(ku��)ɢ����(l��i)������^(gu��)͚䚈�������ڃ�(n��i)���Ϳ����ڜضȵ���150��r(sh��)�������R���Ѽy�U(ku��)չ���o�y�T�İ�ȫʹ�Î���(l��i)���{���y�T����S���y�T���ӕr(sh��)��Ҫע�����TP347 ��δ �F���w���������B(t��i)�r(sh��)*��ֵ��10%����( ���ֹ�����Юa(ch��n)�����Ѽy�����ɿ��Ʋ�����3% ) ���Ա��⺬���^(gu��)���r(sh��)�ں���*�K��̎���^(gu��)�̰l(f��)���^�����׃�����a(ch��n)�����ԡ�
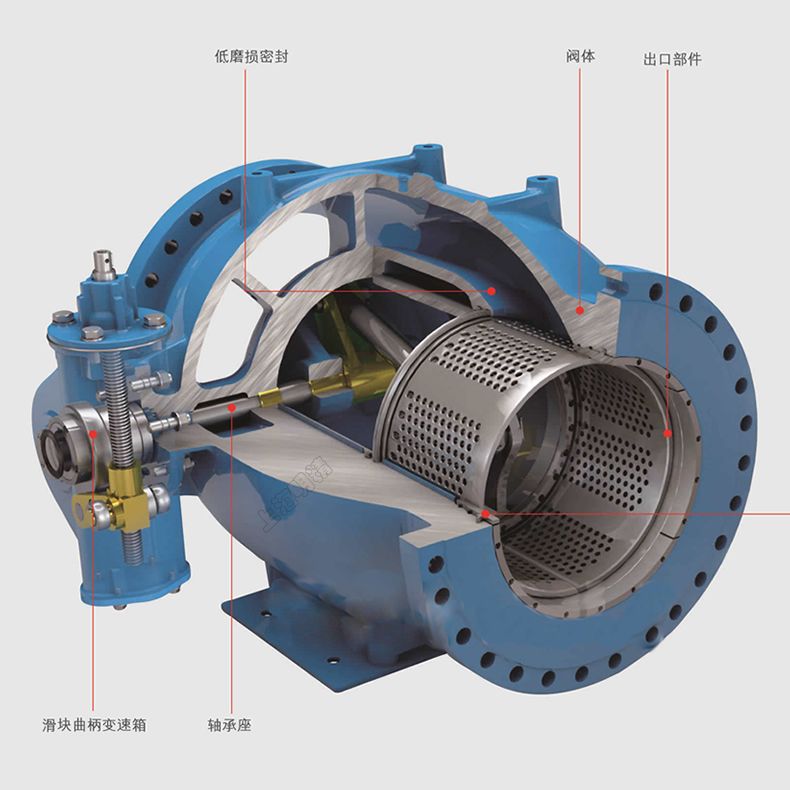
�y�T�Y(ji��)��(g��u)Ҫ��
�����y�T�Y(ji��)��(g��u)���O(sh��)Ӌ(j��)��(y��ng)����ú�{�Y(ji��)��ʹ�y�TʧЧ��������ϴ����ú�{��һ��(g��)���c(di��n)�� �����ͨ���������oֹ����(d��ng)��Ҳ���ǽ��|(zh��)�����r���ã�����(hu��)���e���п��ܰl(f��)���ۺϷ���(y��ng)���Ķ����F(xi��n)�Y(ji��)����ʹ�y�T������Ŀǰ��ֱ��Һ��ú�{�ܵ���ʹ�õ��Д��y�Tȫ�������y����(d��ng)������Ҫ�Д�ܵ������y�P(gu��n)�]�r(sh��)���y���(n��i)������ú�{��?y��n)�o(w��)���ų������e����ǻ��(n��i)�����п��ܽY(ji��)����������(d��ng)���y�P(gu��n)�]��ú�{��?y��n)���e�Y(ji��)�������y��o(w��)���ٴδ����y����ĥ�Ӛ��p���䡣���ԣ��䌍(sh��)�ڴ˹��r���x�����y������*���m���x��
�y�T��ĥҪ��
�����{�Ϲ��r��ʹ�õ����y��(y��ng)���ý���Ӳ�ܷ���ʽ�����y���c��IJ��|(zh��)��ͬ���_����������ͬ����Ûϵ��(sh��)���ڸߜصėl���²���(hu��)���F(xi��n)���w‘����’�ĬF(xi��n)�������y�T�ĺܶ�ʹ�ù��r���ڸߜظ߉��µģ�����(j��)ʹ�ý�(j��ng)�(y��n)����Щ�y�T�ڳ����y(c��)ԇ�](m��i)�І�(w��n)�}�������ڸߜع��r�°l(f��)�����]�������y������ԭ�����yо�c�y�w֮�g�a(ch��n)����ͬ����Û��ɵġ����ԣ����a(ch��n)�S�ڳ��Sǰ��(y��ng)���ߜ؆��]ԇ�(y��n)�����ߜ؆��]ԇ�(y��n)�^���nj�����(g��)�y�TͶ���Դ�У�ʹ�y�T����(g��)�ض����ߣ��@�����õ��Ĝy(c��)ԇ�Y(ji��)���c��(sh��)�H��r�Dz����ϵġ���?y��n)飬������ʹ���^(gu��)���У��y�T������|(zh��)�ضȸ߶����صģ��˕r(sh��)���yо�ȟ���y�w������S����������(l��i)�����������(g��)�y�TͶ���Դ�У��t�y�w�ȟ���yо��ᣬ�c��(sh��)�H���r�����෴�����y(c��)ԇ��Ŀ�ġ��ߜ؆��]ԇ�(y��n)��(y��ng)�����c��(sh��)�`���r��һ�µĜض��ݶȡ�
����Ϳ���c�������|(zh��)����Û�ʑ�(y��ng)�������t���ڸߜغͳ��ؽ�׃�^(gu��)�̻��߸ߜ��£��a(ch��n)�����ѣ��Ķ�����ʹͿ�ӄ��䡣��(du��)�����ه�Ϳ(HVOF) ����Ƶķ�����Ϳ�ӱ���Ӳ�Ȟ�64��68HRC���Y(ji��)�Ϗ�(qi��ng)�Ȳ�С��10MPa����(du��)ұ���ۺϻ���Ƶķ�����Ϳ�ӱ���Ӳ�Ȟ�62 ��68HRC���Y(ji��)�Ϗ�(qi��ng)�Ȳ�С��70 MPa��Ϳ�ӵ���Ч���(�������^(gu��)�Ɍ�) ��0.2 ��0.5mm���y����(y��ng)���ùε�ʽ�O(sh��)Ӌ(j��)�������w�D(zhu��n)��(d��ng)�r(sh��)���ṩһ��(g��)��ˢ�Ą�(d��ng)������ֹ�y���c�y���g���w�����e�����O(sh��)Ӌ(j��)�r(sh��)����(y��ng)ԓע�⣬���ùε����Ԍ����w�c�y���g���w����ˢ�������ǣ��@�N�ε��O(sh��)Ӌ(j��)���еĹ��r��(hu��)����(l��i)��һ��(g��)��(w��n)�}�� ��?y��n)鸽���˹ε��O(sh��)Ӌ(j��)���ڹε�̎�γ���һ��(g��)�J�ǣ����@�N�J�DŽ�(sh��)�خa(ch��n)����(y��ng)�����ЬF(xi��n)���Ӳ�����Ϳ���c����֮�g�ĽY(ji��)�ϣ���ĥ�g���r�£�����(d��o)��Ϳ�ӵĄ��䣬��ʹ�y�����p��
�Ϻ����������y�T��������˾
���g(sh��)��
�����°l(f��)�� -









-
�a(ch��n)Ʒ����
-
�a(ch��n)Ʒ���
-
���y
-
���(d��ng)���y
-
늄�(d��ng)���y
-
���(d��ng)�y�T
-
늄�(d��ng)�y�T
-
���(d��ng)�{(di��o)��(ji��)�y
-
늄�(d��ng)�{(di��o)��(ji��)�y
-
����ʽ�{(di��o)��(ji��)�y
-
���y
-
���(d��ng)���y
-
늄�(d��ng)���y
-
��ֹ�y
-
�l�y
-
�p���y
-
��ˮ�y
-
ȡ���y
-
늴��y
-
�^(gu��)�V��
-
��ȫ�y
-
�r���y
-
�r�z�y
-
��Ĥ�y
-
�����y
-
�����
-
ƽ���y
-
ֹ���y
-
�����y
-
�����y
-
�����y
-
�����y
-
����y
-
�����y
-
�܊A�y
-
�վ�y
-
����(bi��o)�y
-
�����y
-
�����y
-
�Ś��y
-
������y
-
ҕ�R
-
ҺλӋ(j��)
-
�S�~�y
-
�����l�y
-
Һ�����y�T
-
���(d��ng)��(zh��)����
-
늄�(d��ng)��(zh��)����
-
ˮ�������y
-
���ˮ̎����
-
��������y
-
��(ji��)���y
-
��(zh��)����
-
�����y
-
���z���^
-
��ˮ�y
-
����Ӌ(j��)
-
���y
-
�� ��
- (li��n)ϵ�ˣ�������
- 늡�Ԓ��021-63540895
- �֡��C(j��)��15000936008
- �����棺021-63815099
- �]���䣺2355324306@qq.com
- �]������200070
- �ء�ַ���Ϻ����l���^(q��)����·1399̖(h��o)
- �W(w��ng)��ַ��
https://mjbv2619.cn.goepe.com/
http://www.22dm.com.cn